
努力打(dǎ)造中國數控機床行業品牌
![]() 台灣原廠技術
台灣原廠技術 ![]() 廠家直銷
廠家直銷
服務熱線:
13515154398
歡迎光臨江蘇漢工數控科技有限公司官方網站!
努力打(dǎ)造中國數控機床行業品牌
![]() 台灣原廠技術
台灣原廠技術 ![]() 廠家直銷
廠家直銷
服務熱線:
13515154398

聯(lián)係人:陳總
手機: 13515154398
傳真: 0523-80931188
網址:http://www.3rgroup.com.cn
地址:泰州薑堰華港鎮龍溪工業園區

加工中心是使(shǐ)用鑽頭很多的,鑽銑(xǐ)床還有小台鑽(zuàn)用量也不小。這些(xiē)機床使用鑽頭(tóu)的講究可以說很多,目前市場上的加工水(shuǐ)平越來越(yuè)高。在這方麵(miàn)的投資(zī)和研發工作(zuò)相當多,很多新產(chǎn)品不斷問世。其中有一項就是對鑽頭的(de)表麵進(jìn)行拋光處理。這項技術到底好不好,很(hěn)多人並不(bú)了解,複合加工中心報價下麵漢工(gōng)數控來(lái)詳細介紹一下。鑽頭表麵拋光處理這項技術優勢是當前水平的10倍左(zuǒ)右。為什麽會怎(zěn)麽說(shuō)呢?運用現在的放大技術觀察鑽頭的(de)表麵,就會發現有很多劃痕有(yǒu)很多(duō)創傷,坑坑窪窪。如果這種轉頭連續使用,就(jiù)會是表(biǎo)麵創(chuàng)傷擴大造成更大的損傷。供應複合加工中(zhōng)心在表麵上看來鑽頭顯得(dé)粗糙不(bú)光(guāng)滑,實際使用壽命就會下降。如果羞羞视频网站運用一種方法把表(biǎo)麵創傷進行(háng)修(xiū)複,不再繼續擴大(dà),這樣(yàng)一來就會大大延長壽命事實證明這種方法的鑽頭壽命是一般鑽頭10到15倍左右。

以確(què)保(bǎo)在工件主軸的行程範圍內的處理內容完成。試著在一個夾具中完成所有的加工(gōng)內容。當需要更換夾緊點時(shí),供應複合加工(gōng)中心應特別注意不要因更換夾緊(jǐn)點而損壞定位精度,必要時在工藝文件(jiàn)中說明(míng)。夾具底麵(miàn)與工作台接觸時,夾具底麵平麵度必(bì)須在0.01-0.02MM範圍內,表麵(miàn)粗糙度(dù)不大於ra3.2um。 夾(jiá)具應盡可能少的元件和高剛度。為了簡化定(dìng)位和安全,複合加工中(zhōng)心報價應在(zài)夾具相對於加工原點的每個定位表麵上提供準確的(de)坐標尺寸。加工中心相互作用表,表由於移動,托盤,和下托的旋轉操作中,夾持工具(jù)的設計必須(xū)能防止(zhǐ)空間幹擾和(hé)機床(chuáng)。

選擇適(shì)宜的刀具刀具壽命與切削用量密切關聯。在擬定切(qiē)削用量時,首要任務是(shì)合理選擇刀具,刀具不同,切削用量不同(tóng),切削效率不同,切削質量(liàng)也不同。不(bú)同(tóng)的刀(dāo)具其刀具(jù)壽命不(bú)同。供應複合加工中心(xīn)合理的刀具選擇,應(yīng)在滿足切削質量的同時綜(zōng)合考慮切削效率、刀具壽命、刀具成本等因素,即(jí),經濟和高效是其選擇原則。選擇合理的切削用量操作人員(yuán)要依據被加工對象的材質(zhì)、硬度、切削狀況、加工質(zhì)量要求等擬定加工工藝,確(què)定加工路徑(jìng)、進給量、切削深度等參(cān)數,複(fù)合(hé)加工中心報價選擇適宜的切削速度。適宜的加工條件(jiàn)的(de)選定是在(zài)這(zhè)些要素的基礎上選定(dìng)的。有規則的(de)、穩定的刀具磨損並達到壽命才是理想的條件。
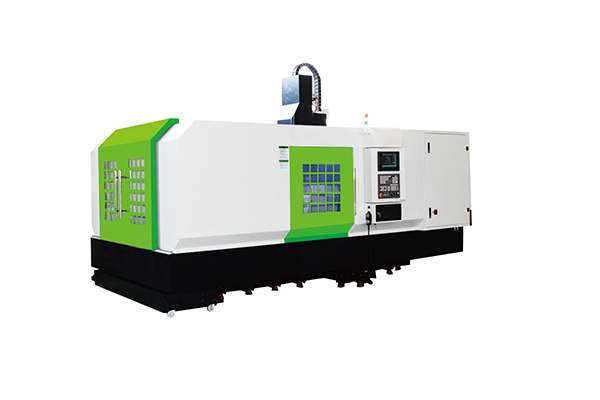
數控臥式加工中心的主(zhǔ)軸采用寬裕電機(jī)驅動,扭矩(jǔ)大。良好的性(xìng)價(jià)比,出廠精度(dù)按國家標準壓縮30%,屬精密級加工中心。供應複合加工(gōng)中心分度(dù)台為1×360,鼠齒盤定位,定位精度高。換刀裝置(zhì)采用台灣刀庫凸(tū)輪機械手,性能可靠,換刀時間短(duǎn)。五、數控臥式(shì)加工中心采用三維造(zào)型設計,美觀大(dà)方。複合加工中心報價數控臥式加工中心采用倒‘T’型布局,立柱移動,剛性好。

準備把勾形扳手、把錘子(zǐ)、個起子,打開主軸箱蓋並放置平穩。用勾形扳手鉤住主軸前螺母,逆時針方向扳動。若(ruò)扳不動,複合加工中心報價可用錘子輕擊勾形扳手,哪裏買數控車床,擰鬆螺母。旋鬆鎖(suǒ)緊螺釘,再用勾(gōu)形扳手逆(nì)時(shí)針方(fāng)向扳緊調整螺母(mǔ),調(diào)整完後,用(yòng)起子擰緊鎖緊螺釘,供應複合加工中心(xīn)擰緊調整螺母。檢(jiǎn)查主軸軸承間隙大小(xiǎo),用手轉動靈括,無阻滯現象,再 攻測量主軸的徑向跳動和軸向竄動,兩端數控車床報(bào)價,使其≤0 0imm,關閉主軸箱蓋,使主軸高(gāo)速運轉ih,軸承溫(wēn)度≤60℃即可。
門加工中心")

服務熱(rè)線(xiàn):13515154398
手機:13584908969 陳總(zǒng)
郵箱:tonkyo@163.com
公司地址:泰州薑堰華港鎮龍溪工業園區(qū)
")

