
努力打造中國數控機床行業品牌
![]() 台灣原廠技術
台灣原廠技術 ![]() 廠家直銷
廠家直銷
服務熱線:
13515154398
努力打造中國數控機床行業品牌
![]() 台灣原廠技術
台灣原廠技術 ![]() 廠家直銷
廠家直銷
服務熱線:
13515154398

聯係人:陳總(zǒng)
手機: 13515154398
傳(chuán)真: 0523-80931188
網址:http://www.3rgroup.com.cn
地址(zhǐ):泰州(zhōu)薑堰華港鎮龍溪工業園區(qū)

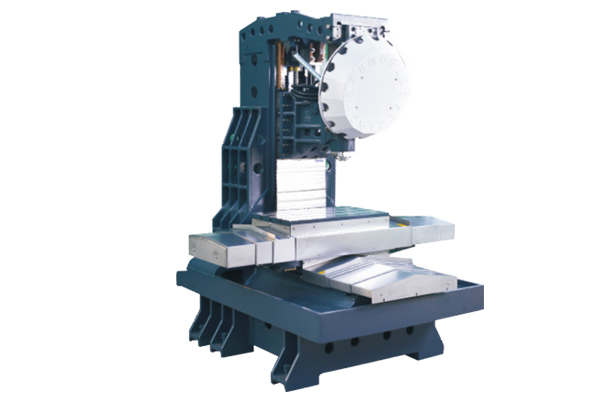
主軸(zhóu)線是一組部件,包括電主軸本身和它的附件:臥式加工(gōng)中心廠家電主軸高頻逆變器、潤滑油霧冷卻裝置編碼器(qì)內置換刀等。高效數控加(jiā)工中(zhōng)心這種主(zhǔ)軸(zhóu)電機和主軸“組合”傳動結構,主軸元件和驅動係統相對獨立於機器的整體結構,因此(cǐ)可(kě)以(yǐ)製(zhì)成“主要單元”,典型的、高精度環、低噪音帶鎖定結構更適合噴(pēn)霧潤滑。主(zhǔ)軸電機在數控機床領域(yù),這種直線電機技(jì)術和(hé)高速切削刀具,定製臥式加工中心高速加工新技術的主軸電機集成到一(yī)個新的技術。它是包括主(zhǔ)軸本身及其附件主(zhǔ)軸(zhóu)組件:高頻主軸單元。反相、噴霧潤滑(huá)裝置(zhì)冷卻設(shè)備改變、集成編碼器和類似(sì)的工具。

加工中心刀庫有(yǒu)很(hěn)多種不同的形式,鬥笠式、刀臂式、同動式、、飛碟式等等很(hěn)多不同的刀庫。 普通立式加工中心使用的刀庫隻有鬥笠式和刀臂式。臥式加工中心廠家刀臂式(shì)刀庫(kù)換(huàn)刀速度能比鬥笠式刀庫節約(yuē)50%的時間,如果在批量加工生(shēng)產時,使用刀臂式刀庫是更(gèng)見適合的。而同動式(shì)刀庫和飛碟式刀庫是高速(sù)加工中心和鑽攻(gōng)中心特有的刀庫,定製臥式(shì)加工中心這寫高速機床的刀庫還有一個刀臂式刀庫, 而這兩種刀庫的換(huàn)刀(dāo)速度都比刀臂式刀庫(kù)快很多(duō),可達到一秒內完成(chéng)換刀,可以節省加工輔助時間(jiān),但是效果並沒有鬥笠式刀庫和刀臂式刀(dāo)庫的對(duì)比(bǐ)明顯。
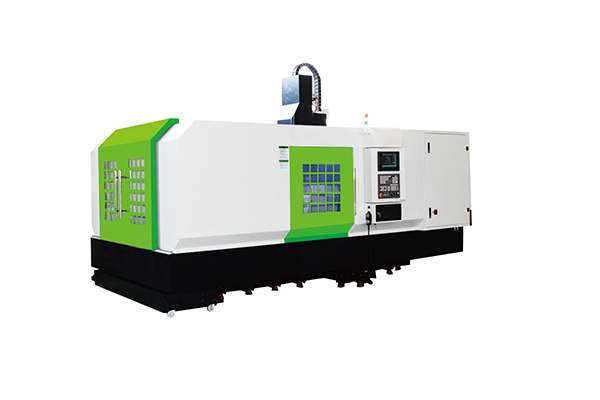
數控機床具有以下特點:加工精度高,定製臥式加工中心加工質量穩定(dìng);可進行多坐(zuò)標聯動,加工形狀複(fù)雜的零件;當加工(gōng)零件發生變化時,一般隻需改變數控程序,即(jí)可節省生(shēng)產準備時間;機床本身(shēn)精度高、剛度高,可選擇適宜(yí)的(de)加工量和較高的(de)生產率(一般是普通機床的3-5倍);臥式加工中(zhōng)心廠家機床自動(dòng)化程度高,可(kě)降低勞(láo)動強度;對操作人(rén)員的素質要求更高,對維修人員的技術要求也更高。
程(chéng)序設計有絕對程序設計和相對程序設計。定製臥式加工中心相對編程是指(zhǐ)以每一直線段的起點作為(wéi)加工(gōng)輪廓曲線(xiàn)的坐標原點所(suǒ)確定的坐標係。也就(jiù)是說,相對規劃的坐標原點經常發(fā)生變化,當位移連續時,不可避免地會出現累積誤差。絕對編(biān)程是在整個(gè)加工過程(chéng)中,有相(xiàng)對統一的基準(zhǔn)點,即坐標原點,所(suǒ)以累積(jī)誤差小於相對編(biān)程。當NC車削工(gōng)件時,臥式加工中心廠家工件的徑向尺寸精度一般高於軸(zhóu)向尺寸。因此,在編程時(shí),最好對徑向尺寸采用(yòng)絕對編(biān)程。考慮到加工和編程的方便性,軸尺寸通常采用相(xiàng)對編程,但對於軸的重要尺寸,絕對編程比較好。



加(jiā)工")
