
努力打造中國數(shù)控機床行業品牌
![]() 台灣原廠技術
台灣原廠技術 ![]() 廠家直銷(xiāo)
廠家直銷(xiāo)
服務熱線:
13515154398
努力打造中國數(shù)控機床行業品牌
![]() 台灣原廠技術
台灣原廠技術 ![]() 廠家直銷(xiāo)
廠家直銷(xiāo)
服務熱線:
13515154398

聯係人(rén):陳總
手機: 13515154398
傳真: 0523-80931188
網址:http://www.3rgroup.com.cn
地址:泰州薑堰華港鎮龍溪工(gōng)業園(yuán)區

在對物體施加外力(lì),使其變形的同時,也(yě)會產(chǎn)生試圖抵抗變形的作用力。這種性質被稱為“剛性”。對數控機床而言,定製加工中心磨床若要以目標精度進行加工,機床的剛性就會成為需要(yào)解決的問題(tí)。雖然如今(jīn)的機床已經具備了相當高的抗剛(gāng)性(xìng)性能,但是在以微米等級的精度進行加工時,還是必(bì)須對(duì)剛性的概念有一定的理解。剛性可分為靜態力(靜剛(gāng)性)和動態力(動剛性)。鬆原加工中心磨床所謂靜剛性,簡(jiǎn)單來說就是作用力的方向與大小始終保(bǎo)持一定的狀態。對機床而言,加工中心磨床(chuáng)廠家就是運行部分靜止壓放在作業盤上的狀態(tài)。嚴格來說,在這(zhè)種狀態下,作業盤僅受(shòu)到運(yùn)行部分重力的影響,並因此發生變形。

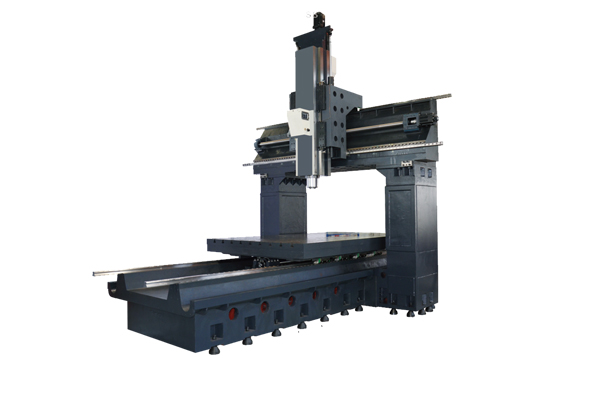
數控臥式加工中心(xīn)的導軌采用款包容(róng)窄導向的設計原則(zé),導軌淬火磨削,硬度可達hrc52以上,與其相配的導(dǎo)軌麵貼塑,並(bìng)采用間歇集中潤滑(huá),機(jī)床運動平穩,精度保持性好。定製加工中心磨床數(shù)控轉台(tái)為連續(xù)分度,采用德國進口INA平板式推力向心球軸承,以保證良好的傳動剛性(xìng)與優化的(de)減震性能,加(jiā)工中心磨床廠家極大的改善了傳(chuán)動係統的(de)動態剛性,可實現15m/min快速移動速(sù)度(dù)。
選擇適宜的刀具刀具壽命與切削用量密切(qiē)關聯。在擬(nǐ)定切削用量時,首要任務是合理選擇刀具(jù),刀具不同(tóng),切(qiē)削用量不同,切削效率不同,切削質量也不同。不同的(de)刀具其刀具(jù)壽命不同。定製加工中心磨床合理的刀具選擇,應(yīng)在滿足切削(xuē)質量(liàng)的同時綜合考慮切削效率、刀具壽命(mìng)、刀具成本等因素,即,經濟和高效是其選擇原則。選擇合理的切削用量操作人員要依據被加工對象的材(cái)質(zhì)、硬度(dù)、切(qiē)削狀況、加工質量要求等擬定加工工藝,確定加工(gōng)路徑、進給量、切削深度等參數,加工中心磨床廠家選擇適宜(yí)的切削(xuē)速(sù)度。適宜(yí)的加(jiā)工條件的(de)選定是在這些要素的基礎上選定的。有規則的、穩定的刀具磨損並達(dá)到壽命才是理想(xiǎng)的條件。

數控功能分(fèn)為基本功能(néng)與選擇功能。定製(zhì)加工中心磨床基本功能是必然提供的,而選擇功能隻有當用戶選擇了這些功能後,廠家才會(huì)提供,需另行加(jiā)價,且價格一(yī)般較高。總體而言,加(jiā)工中心磨床廠家數控係統的功能一定要根據加工中心的性(xìng)能需要來選擇,訂購時既要把需要的功能訂全,不能遺漏,同時避免使(shǐ)用率不(bú)高而(ér)造成浪費,還需注意(yì)各功能之間的關聯性。

加工中心")


