
努(nǔ)力打造中國(guó)數控機床行業品牌
![]() 台灣原廠技術(shù)
台灣原廠技術(shù) ![]() 廠家直銷
廠家直銷
服務熱線:
13515154398
努(nǔ)力打造中國(guó)數控機床行業品牌
![]() 台灣原廠技術(shù)
台灣原廠技術(shù) ![]() 廠家直銷
廠家直銷
服務熱線:
13515154398

聯係人:陳總
手機(jī): 13515154398
傳真: 0523-80931188
網址:http://www.3rgroup.com.cn
地址:泰州薑堰華港鎮龍溪工業園區

準備把勾形(xíng)扳手(shǒu)、把(bǎ)錘子、個起子,打開主軸箱蓋並放置平穩。用勾形扳手鉤(gōu)住主軸前螺母,逆時(shí)針方向(xiàng)扳動。若扳不動,微型加工中心報價可用(yòng)錘子(zǐ)輕擊勾形扳手,哪裏買數控車床,擰(nǐng)鬆螺母。旋鬆鎖緊螺釘,再用勾形扳(bān)手逆時(shí)針方向扳(bān)緊調整螺母,調整完後,用起子擰緊鎖緊螺釘,供應微型加工中(zhōng)心擰緊調整螺母。檢查主軸軸承間隙大小,用手轉動靈括,無(wú)阻滯現象,再 攻測量主軸的徑向跳動和軸向竄動,兩端數控(kòng)車床報價,使其≤0 0imm,關閉主軸箱蓋,使主軸高速運轉ih,軸承溫度≤60℃即可。

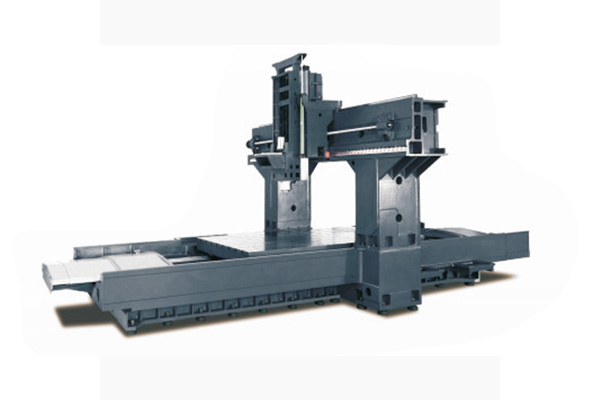
數控臥式加工中心的導軌采用款包容窄導向的設計原則,導軌淬火磨(mó)削(xuē),硬度可(kě)達hrc52以上,與其相配的導軌麵貼塑,並采用間歇集中潤滑,機床運動平穩,精度保持性好。供應(yīng)微(wēi)型加工中(zhōng)心數控(kòng)轉(zhuǎn)台為連續分度,采用德國進口INA平板式推力向心球軸(zhóu)承,以保證良好的(de)傳動(dòng)剛性與優化的減震性能(néng),微型加(jiā)工中心報價極大的改善了傳動係統的動態剛性,可實現15m/min快速移動速度。

五軸(zhóu)聯動加工中心有高效率、高精度的特點,工件一次(cì)裝夾就可完成(chéng)五麵體的加工。若配以五軸聯動的高檔數控係統,還(hái)可以對複雜的空間曲麵進(jìn)行高精度加工,更能夠(gòu)適應(yīng)像汽(qì)車零部件、飛機結構件等現代模具的加工。微型加工中心報價國產數控機床還(hái)主要以中(zhōng)低端產品(pǐn)為主,高端數(shù)控(kòng)機床主要依賴於進口,國內整個機床消費中進口(kǒu)量仍占三分(fèn)之(zhī)一左右(yòu)。高端數控機床在精度和速度上跟國際前沿技術有較大差距,供應微型加工中心對進口的依賴更大。據相關行業報告(gào)顯示(shì),高端數控(kòng)產品的進口率達80%。
應能(néng)保證被加工工件的精度和表麵粗糙度(dù)。使加工路線Z短(duǎn),減少空(kōng)行(háng)程時間(jiān),提高(gāo)加(jiā)工效率。盡量簡化數(shù)值(zhí)計算的工作量,微型加工中心報(bào)價簡化加工程序。對於某些重複使(shǐ)用的(de)程序(xù),應使用子程序。數控加工有(yǒu)下列優點:大量減(jiǎn)少工裝數量(liàng),加工(gōng)形(xíng)狀複雜的零件不需要複雜的工裝(zhuāng)。供應微型加工中心(xīn)如要改變零件(jiàn)的形狀(zhuàng)和尺寸,隻需要修改零件加工程序,適用於新產品研製和改型。加工質量穩定,加工精度高,重複精度(dù)高,適應飛行器的加工要求。

由於刀具(jù)磨損、重磨或者(zhě)更換新刀時,編製(zhì)的加工程序中有關刀(dāo)具的參數會發(fā)生變化(huà),其刀具運行軌跡會發生變化,微型加(jiā)工中心報價如不及時進行調(diào)整會(huì)影響工件最終的加(jiā)工(gōng)精度。如重新(xīn)計算刀心軌跡,並修改程序。這樣不僅耗時費力而且錯誤率極高,義烏(wū)供應微型加工中(zhōng)心(xīn)便捷的方法調用CNC數控係統的刀具半徑(jìng)補償(cháng)功能,工件編程時羞羞视频网站隻需要根據工件的輪廓編製加工程序,係統會自動計算刀心軌(guǐ)跡,使刀具偏離工件輪廓一個半徑值(zhí)。

中國龍門加工中(zhōng)心原市場保有量少,微型加工中心(xīn)報價二手市場更是幾乎沒有。中國製造正在逐步邁向中國“智”造中國數(shù)控機床正在(zài)轉向高速化、高精度化、複合化、智能化、開放化、並聯驅(qū)動化(huà)、網絡(luò)化、極端化、綠色化已成為數控機床發展的趨勢和方向。中國作為一個製造大國,供應微型加(jiā)工中(zhōng)心主要還是依靠勞動力、價格、資源等方麵的比較優勢維普龍門加(jiā)工中心更是製造商的不二之選。

")

")
