
努力(lì)打造中國數控機床行(háng)業品牌
![]() 台灣(wān)原(yuán)廠技術
台灣(wān)原(yuán)廠技術 ![]() 廠家直銷
廠家直銷
服務熱線:
13515154398
努力(lì)打造中國數控機床行(háng)業品牌
![]() 台灣(wān)原(yuán)廠技術
台灣(wān)原(yuán)廠技術 ![]() 廠家直銷
廠家直銷
服務熱線:
13515154398

聯係人:陳(chén)總
手機: 13515154398
傳真: 0523-80931188
網址:http://www.3rgroup.com.cn
地址:泰(tài)州薑堰(yàn)華港鎮龍溪工(gōng)業園區

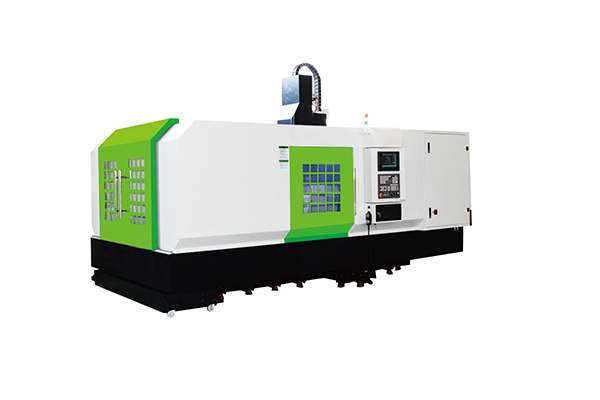
加工時間較短或工件數量較多的加工需求(qiú),加工中心機床廠家由(yóu)於工件交換所需時間的比例(lì)變大以及大量工件裝夾的耗時(shí)增加,車(chē)削加工中心直接省去(qù)裝夾(jiá)、清洗等(děng)耗費的時間,節省了工件更換(huàn)的時間,供應加工中心機床大大地提升了(le)加工效率。由於(yú)加工中可以進行(háng)工件(jiàn)裝夾,一(yī)個操作人員可以同(tóng)時對應多台(tái)機器,促進了用人成本的減少。

選擇適宜的刀具刀具壽命與切削用量密切關聯。在擬定切削用量時,首要任務是合(hé)理選擇(zé)刀具,刀具不同,切削用量不同,切削效率不同,切削質量也不同。不同的刀具其刀具(jù)壽(shòu)命不同。供應加工中心機床合理的刀具選擇,應在滿(mǎn)足(zú)切削質量的(de)同時綜合考慮切削效率、刀(dāo)具壽命、刀具成本等因(yīn)素,即,經(jīng)濟和高效是其選擇原則。選擇合理的切削用(yòng)量操作人(rén)員要依據被加工對象的材質、硬度(dù)、切削狀(zhuàng)況、加工質量要求等擬(nǐ)定加工工藝,確定加工路徑、進給量、切削深(shēn)度等參數(shù),加工中心機床廠家選擇適宜的切削速度。適宜的加(jiā)工條件的選定是在這些要素的基(jī)礎上選定的。有規則的、穩定的刀具磨損(sǔn)並達到壽命才是理想的條件。
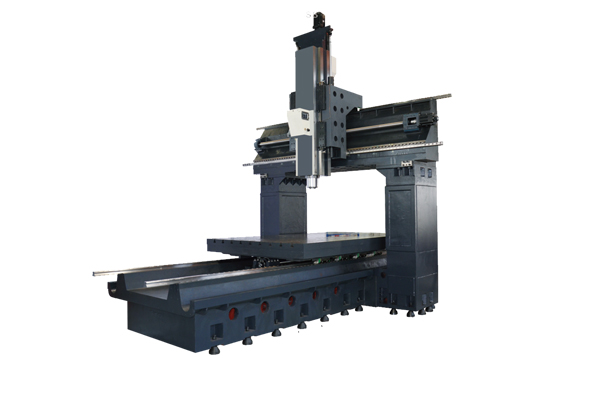
立式加工中心的主要部件包括以下結構。加工中心功能:是帶有刀庫和自(zì)動換刀裝置的一種高度自(zì)動化的多功能數控機床(chuáng)。加工中心(xīn)機床廠家在中國香港,中國台灣及廣(guǎng)東一代也有很(hěn)多人叫它電腦鑼。加工中心具有(yǒu)數控係統、伺服係統(tǒng)、冷卻係(xì)統、風路係統、油路係(xì)統、打刀係統、檢(jiǎn)測裝置(zhì)、驅動裝置、機床傳動鏈等(děng)要素,帶有刀庫和自動換刀裝置,供應加工中心機床它將數控銑床、數控鏜床、數控鑽床的功(gōng)能組合在(zài)一起,功能(néng)強大。
數控車床出產(chǎn)廠家建議(yì)您加工時找出發生共振的工件,供應加工中心機床改動頻率,避免(miǎn)再次發生共振;重新考慮加工工藝,編(biān)製合理的程序;步進電(diàn)機中的(de)加工速率F不能(néng)設置過大;替換同步帶;確定機床裝置牢固,放置平穩(wěn),查看拖板是否過(guò)緊,間隙增大或(huò)刀架鬆動等。加工中心機床廠家另一個問題便是工件加工時的工序發生變化,但其它工序尺度。導致這種情況呈現的(de)原因是(shì)這段程序參數不合理,不在預定軌道內,變成格局不契合說明書要求等。處理措施相對簡單,查看螺紋(wén)程序段是否呈現亂碼,或螺距不對,重新編製這段的程(chéng)序。

刀具半徑(jìng)補償量的變化一般(bān)在加工中心加工一段時間後出現。對(duì)連續的程序段,當刀具半徑補償量變(biàn)化時,某一程序段終點的矢量要用該程序段指定的刀具補償(cháng)量進行計算。在進行(háng)數控程序的編製時,加工中心機床廠家一般羞羞视频网站把刀具的半徑補償量在補償代碼中輸入為正值,如果把刀具半徑補償量設為負值時,在走刀軌跡方向不變的情況下,則相當於把數控程序(xù)中的補償位置指令,G41和G42互換,供應加(jiā)工中心機床有可能出現加工中心原本進行工件外側(cè)的加(jiā)工變(biàn)為內側加工,出現意想不到的問題,所以半(bàn)徑(jìng)補償輸入時一定(dìng)要注意(yì)著兩種補償方向的設置。




