
努(nǔ)力打造中國數控機床行業品(pǐn)牌
![]() 台灣原廠技術
台灣原廠技術 ![]() 廠家直銷
廠家直銷
服務熱(rè)線:
13515154398
努(nǔ)力打造中國數控機床行業品(pǐn)牌
![]() 台灣原廠技術
台灣原廠技術 ![]() 廠家直銷
廠家直銷
服務熱(rè)線:
13515154398

聯係人:陳總
手(shǒu)機: 13515154398
傳真: 0523-80931188
網址:http://www.3rgroup.com.cn
地址:泰(tài)州薑堰(yàn)華港鎮龍溪工業園區
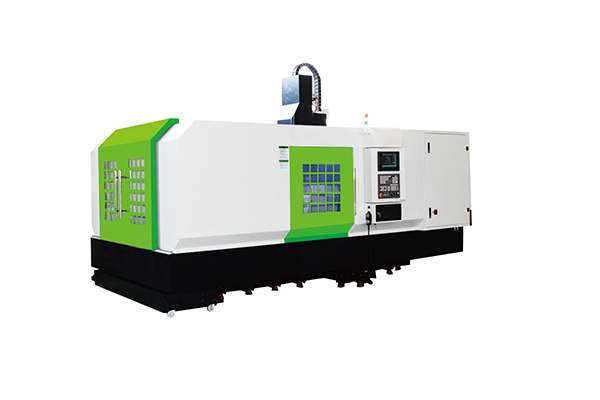
臥式加工中心(xīn)是指工作台與主軸並聯的加工中心。臥式加工中心通(tōng)常(cháng)有三個(gè)直(zhí)線運動坐標軸和一個工(gōng)作台旋轉軸。龍門加(jiā)工中心(xīn)廠(chǎng)家可以用於夾裝工件-臥式加工中心,龍門加工中心根據程序選(xuǎn)擇不同的刀具,自(zì)動改變主軸速度(dù),案(àn)編程的順序(xù),以便完成多個用於多個這種(zhǒng)殼體加工中心的台階麵的的(de)處理加工大部分地區。關於(yú)臥式加工中心注意的要(yào)點。

應遠離震源,不直接暴露在陽光(guāng)下,無熱(rè)輻射,無濕度(dù)。如果震源接近臥式加(jiā)工中心,應該在臥式加工中心的周(zhōu)圍設置一套防震溝。龍門加工中心廠家如果不設置防震溝會直(zhí)接影響到臥式加工中(zhōng)心的加工精度以及穩定性,時(shí)間(jiān)一久就會影響到電子元件接觸不良,發生故障,影響臥(wò)式加工中心的可靠性。臥式加工中心一般安裝在加工車(chē)間,熱(rè)賣龍門加工中心(xīn)加工車間機械設備較多,不可避免地會導致電(diàn)網出現較大波動。所以臥式加工中心安(ān)裝的位置必需嚴格(gé)控製電源的電壓和電流,必需把電源的(de)電壓和電流控製在臥式加工(gōng)中心允許範圍之內,一定要保持電源的電壓和(hé)電流穩定,否則會直接影響臥式加工中心的正常工(gōng)作。

刀具半徑補償量的變化(huà)一般在加工中心加工一段時間後出現。對連(lián)續的程序段,當刀具半徑補償量變化時,某一程序段終點的矢量要用該程序段(duàn)指定的刀具補償量進行計算。在進行數控程序的編製時,龍門(mén)加(jiā)工中心廠家一般羞羞视频网站把刀具(jù)的半徑補償量在補償代碼中輸入為正值,如果(guǒ)把刀具半徑補償量設(shè)為負值時,在走刀軌跡方向不變的情況下,則相當於把數控程序中的補償位置(zhì)指令,G41和G42互換(huàn),熱(rè)賣龍門加工(gōng)中心有可能出現加工中心原本進行工(gōng)件外側的加工(gōng)變為內側加工,出現(xiàn)意想不到的問題,所以半徑補償輸入(rù)時一定要注意著兩種補償方向的設置。

由於刀具磨損、重磨或者更換新刀時,編製的加(jiā)工(gōng)程(chéng)序(xù)中有關刀具的參數會發生變化,其刀具運行軌跡會發生變化,龍門加工中心廠家如不及時進行調整會影響工件最終的加工精度。如重(chóng)新(xīn)計算刀心軌跡,並修改程序。這樣不(bú)僅耗時費力而且錯誤率極高,黃山熱賣(mài)龍門(mén)加工中心便捷的方法調用CNC數控係統的刀具半徑(jìng)補償功能,工件編程時羞羞视频网站隻需要根據工件的輪廓編製加工程序,係統會自動計算(suàn)刀心軌跡,使刀(dāo)具偏離工件輪(lún)廓一個半徑值(zhí)。

控龍門加工中心")

加工")
