
努力打造(zào)中國數控機床行業品牌
![]() 台灣原廠技術
台灣原廠技術 ![]() 廠(chǎng)家直銷(xiāo)
廠(chǎng)家直銷(xiāo)
服務熱線:
13515154398
努力打造(zào)中國數控機床行業品牌
![]() 台灣原廠技術
台灣原廠技術 ![]() 廠(chǎng)家直銷(xiāo)
廠(chǎng)家直銷(xiāo)
服務熱線:
13515154398

聯係人:陳總
手(shǒu)機: 13515154398
傳真: 0523-80931188
網址:http://www.3rgroup.com.cn
地址:泰州薑堰華港鎮龍溪工業園區

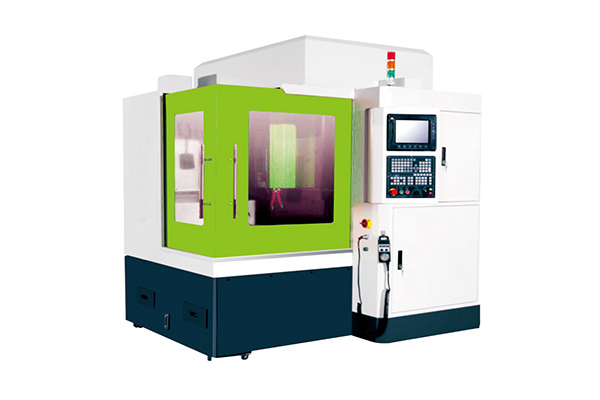
臥式加工中心是指工(gōng)作台與主軸並聯的加工中心。臥式加(jiā)工中心通常有三個直線(xiàn)運動坐標軸和一個(gè)工作台旋轉軸。加工中心機床(chuáng)價格可以用於(yú)夾裝工件-臥式(shì)加(jiā)工中心,加工中心機床根據程序選擇不同的刀具,自動改變主軸速(sù)度,案編程的順序,以便完成多個用於多個這種殼體加工中(zhōng)心的台階麵(miàn)的的處(chù)理加工大部(bù)分地區。關於臥式加工中(zhōng)心(xīn)注意的(de)要點。

應能保證被加工(gōng)工件的精(jīng)度和表麵粗糙度。使加工路線Z短,減少空(kōng)行程時間,提高加工效率。盡量簡化數值計算的工作量,加工中心機床價格簡化加工程(chéng)序。對於某些重(chóng)複使用的程序,應(yīng)使用子程序。數(shù)控加工有下列優點:大量減少工裝數量,加工形狀複(fù)雜的零件不需要複雜的工裝(zhuāng)。定製加工(gōng)中心機床如要改變零(líng)件的形狀和尺寸,隻需要修改零件加工程序,適用於新產品研製和(hé)改型。加工質量穩定,加工精度高,重複精度高,適應(yīng)飛行器的加工要(yào)求。
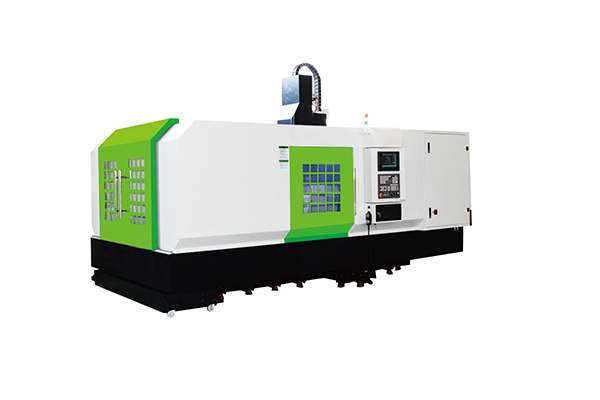
各類加工設備是現代(dài)各領(lǐng)域的工業生產(chǎn)必不可少(shǎo)的(de)組成(chéng)部分和關鍵基(jī)礎,加工中心機床價格(gé)像重型加工中心這樣的新(xīn)型設(shè)備不管(guǎn)是基本的性能還是實(shí)用性都有很好的表現。這也是如(rú)今深受顧客歡迎的重(chóng)型加工中心品牌非常令人信任的優點,定製(zhì)加工中心機床(chuáng)根據目前可靠的重型加(jiā)工中心新行情報價可以發(fā)現其性價比優勢也(yě)很大。那麽(me)作為使用者如何讓重型加工中(zhōng)心設備發揮出更佳的性能
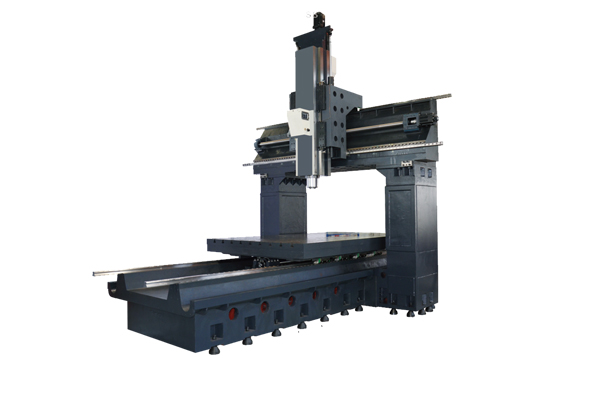
龍門刨銑床適應轉速要求不同型號、規格和精度等級的軸承所允許的最高轉速是不同的。在相同條件下(xià),定製加工中心機床點接觸的比線接觸的高;圓柱滾子比圈錐滾子高。因此,應綜合(hé)考慮對主軸部件(jiàn)剛度和轉速兩方麵的要(yào)求來選擇軸承配置形式。龍門(mén)刨銑床適應精度的要求(qiú)主軸部件承受軸向七的(de)推力軸承配置方(fāng)式直接影響主軸的軸向位置精度。加工(gōng)中心機床價格常用的三種配置形(xíng)式的工作性能和應用範圍。前端定位時,主軸受熱變形向後延伸,不形響加工精度、但前支承結構複雜,調整軸承間隙較(jiào)不方便,前支承處發熱l量較大。後端定位的特點與上述相反。兩端定位時,主軸受熱伸長時軸承軸向間隙的改變較大。
由於刀(dāo)具磨(mó)損、重磨或者(zhě)更換新刀時,編製(zhì)的加工程序(xù)中有關(guān)刀具的參數會發生變化,其刀具(jù)運行軌跡會(huì)發生變化,加工中心機床價格如不及時進行調整會影響工件最終的加工精度。如重新計算刀心軌跡,並修改程序。這樣不僅耗時費力而且錯誤率極高,衡水定製加工中心(xīn)機床便捷的方法調用CNC數控(kòng)係統的刀具半徑補償功能,工件編程時羞羞视频网站隻需要根據工件的輪廓(kuò)編製加工程序,係統會自動計算刀心軌跡,使刀具(jù)偏離工(gōng)件輪廓一個半徑值。

刀庫的故障刀庫的(de)主要(yào)故障有:加工中心機床價格刀庫(kù)不能轉動或轉動不到位;刀套不能夾緊刀(dāo)具;刀套(tào)上下不(bú)到位等。刀庫不能轉動或轉動不到位 刀庫不能轉動的原因可能有:聯接電動機軸與蝸杆軸的聯軸(zhóu)器鬆動;定製加(jiā)工中心機(jī)床(chuáng)變頻器故障(zhàng),應檢查變頻器的輸入、輸出電(diàn)壓(yā)是否正常;PLC無控製輸出,可能是接口板中的繼電器失效;機械連接過緊;電網電壓過低。



工中心加工")
