
努(nǔ)力(lì)打造中國數控機床行業品牌
![]() 台灣原廠技術(shù)
台灣原廠技術(shù) ![]() 廠家直銷(xiāo)
廠家直銷(xiāo)
服務熱(rè)線:
13515154398
努(nǔ)力(lì)打造中國數控機床行業品牌
![]() 台灣原廠技術(shù)
台灣原廠技術(shù) ![]() 廠家直銷(xiāo)
廠家直銷(xiāo)
服務熱(rè)線:
13515154398

聯(lián)係人:陳總
手機: 13515154398
傳真: 0523-80931188
網(wǎng)址:http://www.3rgroup.com.cn
地址:泰州薑堰華港鎮龍溪工業園區
數控精度對加工質量有舉足輕重的影響。要特別注意區別加(jiā)工精度與機床精度兩個不同的概念。供應(yīng)微型加工中心將生產廠(chǎng)家樣本上或產品合格證上的(de)位置精度(dù)當作臥式加工中心的加工精度是錯誤的。樣本或合格證上標(biāo)明的位置精度是加工中心本(běn)身的(de)精度,而加工精(jīng)度是包(bāo)括臥式加工中(zhōng)心本身所允(yǔn)許誤差在內的整(zhěng)個工藝係統各種因素所產生的誤差總和。選型(xíng)時,微型加工中心廠家可(kě)參考工序能力係數Cp的評定方法來作(zuò)為機床加工精度(dù)的選型依(yī)據。一般說來,合肥加工中心,計算結果應大於(yú)1.33。

數控車床出產廠家建議您加工時(shí)找出發生共振的工(gōng)件,供應微(wēi)型加工中心改動頻率,避免再次(cì)發生共振;重新考慮加工工(gōng)藝(yì),編製(zhì)合(hé)理的程(chéng)序;步進電機中(zhōng)的加工速率F不能設置(zhì)過大;替換同步(bù)帶;確定機床(chuáng)裝置牢固,放置平穩,查看拖板(bǎn)是否過(guò)緊,間隙增大或刀架(jià)鬆動等。微(wēi)型加(jiā)工中心廠家另一個問題便(biàn)是工件加工時的工序(xù)發生變化,但其它工序尺度。導致這種(zhǒng)情況呈現的原因是這段(duàn)程序參數不合理,不在預定軌道內,變成(chéng)格局不契合說明(míng)書要求等。處理措施相對簡單,查看螺紋程序段(duàn)是否呈現亂碼,或螺距不對,重(chóng)新編製這段的程序。

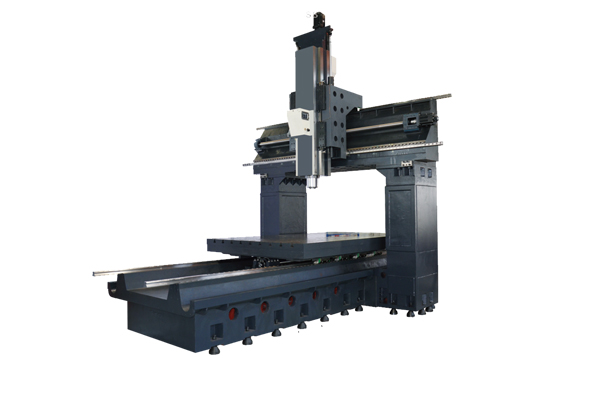
龍門刨銑床適應轉速要求(qiú)不同型號、規格和(hé)精度等級的軸承所允(yǔn)許的最高轉速是不同(tóng)的。在相同(tóng)條件(jiàn)下,供應微型(xíng)加工中心點接觸(chù)的比線接觸的高;圓柱(zhù)滾子比圈錐滾子高。因此,應綜合考慮對(duì)主軸(zhóu)部件剛度和轉速兩方麵的要求來選(xuǎn)擇軸承配置形(xíng)式。龍門刨銑床(chuáng)適應精度的(de)要求主軸部件(jiàn)承受(shòu)軸向七的(de)推力軸承配置方式直接影響主軸的軸(zhóu)向(xiàng)位置精度。微型加工中心廠家常用的三種配置(zhì)形式的工作性能和應用範圍。前端定位時,主軸(zhóu)受熱變形向後延伸,不形響加(jiā)工精度、但前支承(chéng)結構複雜,調整軸承間隙較不方便,前支承處發(fā)熱l量較大。後端(duān)定位的特點與上述相反。兩端定位時,主軸(zhóu)受熱伸(shēn)長時軸承軸向間隙的改變較(jiào)大。

嚴格(gé)按照設備(bèi)用(yòng)油要求進行加(jiā)油,做到潤滑的定時、定點定量、定質、人。操作前,應先啟動機床液壓(yā)潤滑5一(yī)10分鍾,供應微(wēi)型加工中心 然(rán)後再用(yòng)手動方式運轉各運動軸,查看各部(bù)運(yùn)轉是(shì)否正常;確認運轉正常(cháng)、潤滑良好、無任(rèn)何報警、方能開始工作。工作前(qián)應根據工件材質、技術要求、刀具材料合(hé)理選擇切削用量,正確編寫加工程序,核(hé)對無誤後方能進行試切及工件加工。微(wēi)型(xíng)加工中心廠家在開動機床各運動軸時,應注意觀察周圍(wéi)環境有無障礙物,確認安全後方能開動。
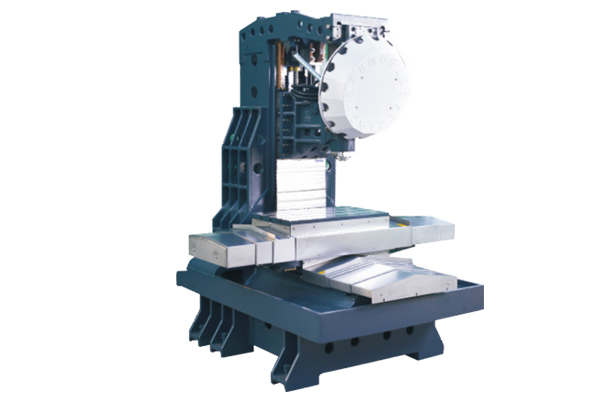
各類加工(gōng)設備是現代各領域的工業生產必不可少的組成部分和關鍵基(jī)礎,微型(xíng)加工中心廠家像重型加工中(zhōng)心這樣的新型設備不(bú)管是基本的性能還是(shì)實用性都有很好的表現。這也是如今深受顧客歡迎的(de)重型加(jiā)工中心品牌非(fēi)常令人信任的優點,供應微型加工中心根據(jù)目(mù)前可靠的重型加(jiā)工中心新行(háng)情報價可以發現其性價比優勢(shì)也很大(dà)。那麽作為使用者如何讓重型加(jiā)工中心設備發揮出更佳的性能



心加工(gōng)")
