
努(nǔ)力打造中國數控機床行業品牌
![]() 台灣原(yuán)廠技術
台灣原(yuán)廠技術 ![]() 廠家直銷
廠家直銷
服務熱線:
13515154398
努(nǔ)力打造中國數控機床行業品牌
![]() 台灣原(yuán)廠技術
台灣原(yuán)廠技術 ![]() 廠家直銷
廠家直銷
服務熱線:
13515154398

聯係人:陳總
手(shǒu)機: 13515154398
傳真: 0523-80931188
網址:http://www.3rgroup.com.cn
地址:泰州薑堰(yàn)華港鎮龍溪工(gōng)業園區(qū)
自動化程度高,一次裝(zhuāng)夾,即能完成對工件的大部分或全部(bù)加工,保(bǎo)證了(le)工(gōng)件的加工精度,提高加工效率; 加工零件的(de)質量穩定; 熱賣加工(gōng)中心車床 對加工零件的適應性(xìng)強,柔性高,靈活性好。簡言之,其最主要的優點是,加(jiā)工整體複雜工件時的輔助工作時(shí)間短,加工(gōng)中心車床廠家大(dà)大縮短了零件的(de)加丁時間,為企業新產品的研發節省大(dà)量的時間和費用。

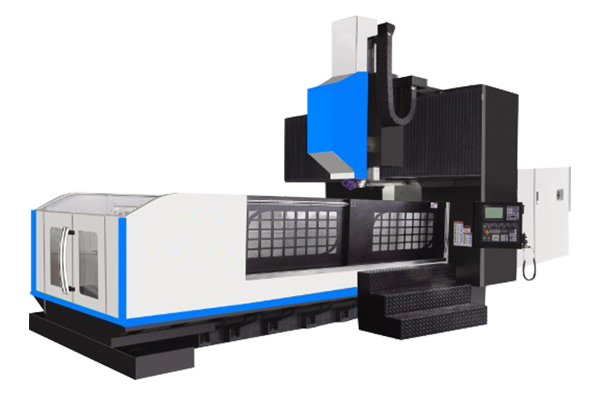
龍門刨銑床的主軸滾動(dòng)軸承的合(hé)理布置,兩支承主軸軸承的配置形式兩支承主(zhǔ)軸軸承的配置形式、包括(kuò)主軸軸承的選型、組合以及布置。熱賣加工中心車床主要根據對所設計主軸部(bù)件在轉(zhuǎn)速、承載(zǎi)能力、剛度以及精度等方麵的要(yào)求。給出常用的兩支承主軸滾動軸(zhóu)承的(de)布置形式。在確定兩支承主軸軸承配置形式時應遵循以下一般原則:龍門刨銑床適應(yīng)剛度和承載能(néng)力的要求首先應滿(mǎn)足所要求(qiú)的剛度和承載能力。徑向載荷較大時,加工中心車床廠家可選用軸承配置形式;較小時,可選用配置形式。此外,雙列軸(zhóu)承(chéng)比單(dān)列的剛度高。由於提高前支承的剛度能有效提高主軸部件的剛度,故提高剛度的軸承應(yīng)配置在前支承。

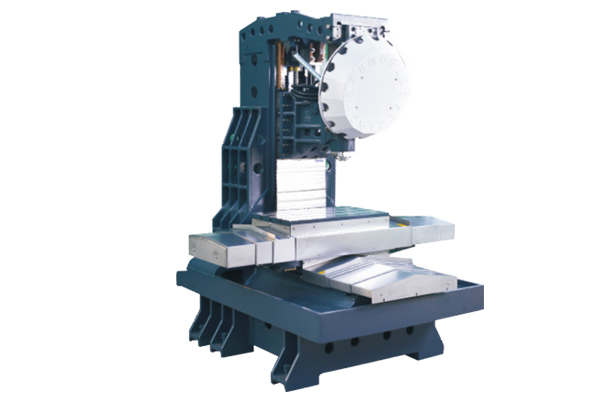
數控臥式加工中心的主軸采用寬裕電機驅動,扭矩大。良好的性(xìng)價比,出廠精度(dù)按國家標準(zhǔn)壓縮30%,屬精密級加(jiā)工中(zhōng)心。熱賣加工中心車床分度台為1×360,鼠齒盤定位,定位精度(dù)高。換刀裝置采(cǎi)用(yòng)台灣刀庫凸輪機(jī)械(xiè)手,性能可靠,換刀時間短。五、數控臥式加工中心采(cǎi)用(yòng)三維(wéi)造型設計,美觀大方。加工中心車床廠家數控臥式加工中心采用倒‘T’型布局,立柱移動,剛性好。

中國龍門加工中(zhōng)心原市場保有量少,加工中心車(chē)床廠家二手市(shì)場更是幾(jǐ)乎沒有。中國製造正在逐步邁向中國“智”造(zào)中國數控機床正在轉向高速化、高精度(dù)化、複合化、智能化、開放化(huà)、並聯驅動化(huà)、網絡化、極端化、綠色化已成為數控機床(chuáng)發展的趨勢和方向。中國作為一個製造大國,熱賣加工中心車床主要還是依靠勞動力、價格、資源等方麵(miàn)的比較優勢維普龍門(mén)加工中心更是製造商的不二之選。
程序設計有絕對程序設計和相對程序設計(jì)。熱賣(mài)加工中心(xīn)車床(chuáng)相對編程是指以每一直線段的起(qǐ)點作為加工輪廓曲線的坐標原點所確定的(de)坐標係。也就是(shì)說,相對規劃的坐標原點經常發(fā)生變化,當位移連續時,不可避(bì)免(miǎn)地會出現累(lèi)積誤差。絕對編程是在整個加工過程中,有相對統一的基準點,即坐標原點(diǎn),所以累積誤差小於相對編程。當(dāng)NC車削工件時,加(jiā)工中(zhōng)心車床廠家(jiā)工件的徑向(xiàng)尺寸精度(dù)一般(bān)高於軸向尺寸。因(yīn)此,在編程時,最(zuì)好對徑向尺寸采用絕對編程。考慮到加工和編程的方便性(xìng),軸尺寸(cùn)通常采用相對編程,但對於(yú)軸的重要尺寸,絕對編程比較好。
中心(xīn)")

服務熱線:13515154398
手機:13584908969 陳總
郵箱:tonkyo@163.com
公司地址:泰州薑堰華港鎮龍溪(xī)工業園區


