
努力打造中國數控(kòng)機床行業品牌
![]() 台灣原廠(chǎng)技術(shù)
台灣原廠(chǎng)技術(shù) ![]() 廠(chǎng)家直銷
廠(chǎng)家直銷
服務熱線:
13515154398
歡迎光臨江蘇漢工(gōng)數控(kòng)科技有限(xiàn)公司官方網站!
努力打造中國數控(kòng)機床行業品牌
![]() 台灣原廠(chǎng)技術(shù)
台灣原廠(chǎng)技術(shù) ![]() 廠(chǎng)家直銷
廠(chǎng)家直銷
服務熱線:
13515154398

聯係人:陳總
手機: 13515154398
傳真: 0523-80931188
網址:http://www.3rgroup.com.cn
地址:泰州薑堰華港鎮龍溪工業園區

由於刀具磨損、重磨或者(zhě)更(gèng)換新刀時,編製(zhì)的加工程序中有關刀(dāo)具的參數會發生變化,其刀具運(yùn)行軌跡會發生變化,加工中心車床價(jià)格(gé)如不及時進行調整會影響工件最終的加工精度。如重新計算刀心軌跡,並(bìng)修改(gǎi)程序。這樣不(bú)僅耗時費力而且錯(cuò)誤率極高,張家港供應加工中心車床便捷的方法調用CNC數(shù)控係統的刀(dāo)具半徑補償(cháng)功能(néng),工件(jiàn)編程時羞羞视频网站隻需要根據工件的輪廓(kuò)編製加工程序(xù),係統會自(zì)動計算(suàn)刀心軌跡,使刀具偏離工件輪廓一個半徑值。

雕銑機遠離(lí)粉塵、液(yè)體飛濺和有腐蝕性氣體的環境。避免陽光直接照射,室內應配有良好的燈光(guāng)照明設備(bèi)。地基結實堅固、表麵平整,供應加工中心車(chē)床雕銑(xǐ)機在正常工作時(shí),不致引起振動。環境應通風良好,溫度存0—35℃,相對濕(shī)度應小於75%。加工中心車床價格(gé)廠房內有(yǒu)可靠的按地線,並使用帶有按地極(jí)(E極)的三極(jí)插座,接地極必須(xū)與大地接觸良好。一般要求接地電阻小於10Ω

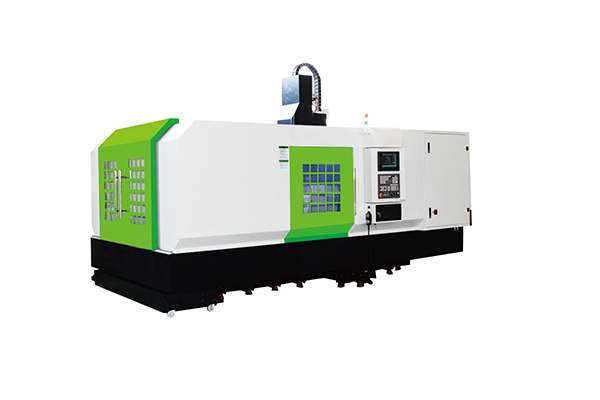
數控臥(wò)式加工中心的導軌采(cǎi)用(yòng)款包容窄(zhǎi)導向的(de)設計原則(zé),導(dǎo)軌淬(cuì)火磨削,硬度可達hrc52以上,與其相配的導軌麵貼塑,並(bìng)采用間(jiān)歇集(jí)中潤滑,機床運動平穩,精度保持(chí)性好。供應加工中心車床數控轉台為連續分度,采用德國進口INA平板式推力向心球軸承,以保證良好的傳動剛性與優化的減震性能,加工中心車床價格極大(dà)的改善了傳動係統的動態剛性,可(kě)實現15m/min快(kuài)速移動速度。

加工時間較短或工件數量較多的加工需求,加工中心車(chē)床價格由於工件(jiàn)交換所需時間的比例變大以(yǐ)及大量工件裝(zhuāng)夾的耗(hào)時增加,車削加工中(zhōng)心直接省(shěng)去裝夾、清洗等耗費的(de)時間,節省了工件(jiàn)更換的時間,供應加工中心車(chē)床大大地提升了加(jiā)工效率。由於加工中可以進行工件裝夾,一個操作人員可以同時對應多台機器,促進了用人(rén)成(chéng)本(běn)的減少。

加工中心是使用鑽頭很多的,鑽銑床還有小(xiǎo)台鑽用量也不小。這(zhè)些機床使(shǐ)用(yòng)鑽頭的講究可以說很多,目(mù)前市場上的加工水平越(yuè)來越高。在這方麵的投資和研發工(gōng)作相當多,很多新產品(pǐn)不斷問世。其中有一項就是對鑽頭的表麵進行拋光處理。這項(xiàng)技術到底好不好,很多人並不了解,加工中心(xīn)車床價格下麵漢工(gōng)數控來詳(xiáng)細介紹一下。鑽頭表麵拋光處理這項技術優勢是(shì)當前水平的10倍左右。為什麽會怎麽說呢?運用(yòng)現在的放大技術觀察鑽頭的表麵,就會發現有很(hěn)多劃痕有很多創傷,坑坑窪窪。如果這種轉頭連續使用,就會是表麵創傷擴大造成更大的損傷。供應加工中(zhōng)心車床在表麵上看來鑽頭顯得粗糙(cāo)不光滑,實際使用壽命就會下降。如果我(wǒ)們運用(yòng)一種方法把表麵創傷(shāng)進行修複,不再繼續擴大,這樣一來就會大大延長壽命(mìng)事實證明這種方法的鑽頭壽命是一般鑽頭10到15倍左(zuǒ)右。
數控(kòng)機床具有以下特點:加工精度高,供應(yīng)加工中心車床加工質量穩定;可進(jìn)行多坐標聯動,加工形狀(zhuàng)複雜的零件;當加工零件發生變化時,一般隻需改變數控程序,即可節省生產準備時間;機床本(běn)身精度高、剛度高,可選擇(zé)適宜的加工量和較高的生產率(一(yī)般是普通機床的3-5倍(bèi));加工中心車床價(jià)格機床(chuáng)自動(dòng)化程度高,可降低勞動強度(dù);對操作人員的素質要求更高,對維修人員的技術要求也更高。

工(gōng)中心")


