
努力打造中國數控機床行業品牌
![]() 台灣原廠技術
台灣原廠技術 ![]() 廠家直銷
廠家直銷
服務熱線:
13515154398
努力打造中國數控機床行業品牌
![]() 台灣原廠技術
台灣原廠技術 ![]() 廠家直銷
廠家直銷
服務熱線:
13515154398

聯係人:陳總
手機: 13515154398
傳真: 0523-80931188
網址:http://www.3rgroup.com.cn
地址:泰州(zhōu)薑堰(yàn)華港鎮龍溪工業園區

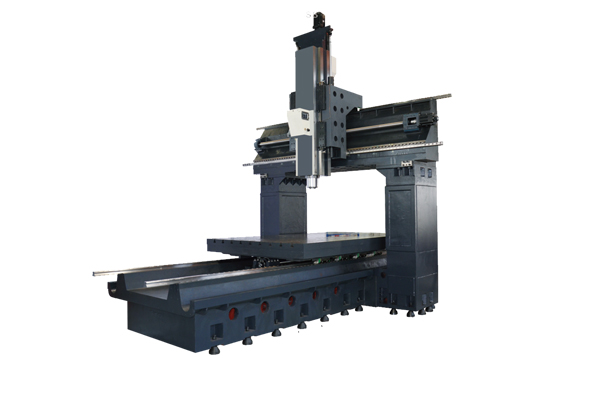
龍門刨銑(xǐ)床適應轉速(sù)要求不同(tóng)型號、規格和精度等級(jí)的軸承所允許的最高轉速是不同的。在相同條件下,定(dìng)製臥式加工(gōng)中(zhōng)心點(diǎn)接(jiē)觸的比線接觸的高;圓柱滾子比圈錐滾子高。因此,應綜合考慮對主(zhǔ)軸部件剛度和轉速兩方麵的要求來選擇軸承配置形式。龍門刨銑床適(shì)應精度的要求主軸部件承受軸向七(qī)的推力軸(zhóu)承配置方式(shì)直接影響主軸的(de)軸向位置精(jīng)度。臥式加工中心廠(chǎng)家(jiā)常用的(de)三種配置形式的工作性能和應用範(fàn)圍(wéi)。前端定位時,主軸受熱(rè)變形向後延伸,不形響加工精(jīng)度、但前(qián)支承結構複雜,調(diào)整軸承(chéng)間隙較不方便,前支(zhī)承處發熱l量較大。後(hòu)端定位的特點與上述相反(fǎn)。兩端定位時,主軸(zhóu)受熱伸長(zhǎng)時軸承軸向間隙(xì)的改變較大(dà)。

臥式加工中心是指工作台與主軸並聯的加工中心。臥式加工中心(xīn)通常(cháng)有三個直線運動(dòng)坐標軸和一個工作(zuò)台旋轉軸。臥(wò)式加工中心廠家可以用於夾裝工件-臥式加工中心,臥式加工(gōng)中心根據程序選擇不同的刀具,自動改變主(zhǔ)軸速度,案編程的順序,以便完成多個用於多個這(zhè)種殼體加工中心的台階麵的的處理加工大部分地區。關於臥式(shì)加工中心注意的要點。

立式(shì)加工中心是(shì)指(zhǐ)主(zhǔ)軸垂直,定製臥(wò)式加(jiā)工中心其結構形式多為(wéi)固定柱,工作台為矩形(xíng),無分度旋轉功能的加工中心,應適用於加工板型,盤型,模具和小殼型複雜(zá)零件..立式加工中心能完成銑、黃山定製臥式加工中心鏜削、鑽削、攻螺紋和(hé)用切削螺紋等工序。其通常具有三(sān)個線性運動軸,並沿安裝在(zài)桌(zhuō)子上加工螺旋型部件的水平(píng)軸線的轉(zhuǎn)台,五個自由度可以被處理。
五軸聯動加工中心有高效率、高精度的特點,工件一次裝夾就可完成五麵體的加工。若配以五軸聯動的高(gāo)檔數控係統,還可以對複雜的空間曲麵進行(háng)高精(jīng)度(dù)加工,更能夠(gòu)適應像汽車零部件、飛(fēi)機結(jié)構件等現(xiàn)代(dài)模具的加工。臥式加工中心廠家國(guó)產數控(kòng)機床還主要(yào)以中低端產品為主,高端(duān)數(shù)控機床主要(yào)依賴於進口,國內整個機床消費中進口量(liàng)仍占三分之一左右。高端數控機床(chuáng)在精度(dù)和速度上(shàng)跟國際前沿技術有較大差距,定製臥式(shì)加工中心對進口的依賴更大。據相關行業報告顯示,高端數(shù)控產品的進口率達80%。

龍門刨銑(xǐ)床的主軸(zhóu)滾動(dòng)軸承的合(hé)理布置,兩支承主軸軸承的配置形式兩支承主軸軸承的(de)配置形式、包括主軸軸承的選型、組(zǔ)合以及布置。定(dìng)製臥式加工中心主要根據對所設計主軸部件在轉(zhuǎn)速、承載能力、剛度以(yǐ)及精度等方麵的要求。給出常用的兩(liǎng)支承主軸滾動軸承的布置形式。在確定兩支承主軸軸承配置形式時應遵循(xún)以下一般原則:龍門刨銑床適應剛(gāng)度和承載(zǎi)能力的要求首先應(yīng)滿足所要求的剛度和承載能力。徑向載荷較(jiào)大時,臥式加工中(zhōng)心廠家可選用軸承配置形式(shì);較小時,可選用配置形式。此外,雙列軸承比單列(liè)的剛度高。由於提高前(qián)支承的剛(gāng)度能有效提高主軸部(bù)件的剛度,故提高剛度的軸承應配置在前支承。
工中(zhōng)心(xīn)")

服務熱線:13515154398
手機:13584908969 陳總
郵箱:tonkyo@163.com
公司地址:泰州薑堰華港鎮龍(lóng)溪工(gōng)業(yè)園區


