
努力打造中國(guó)數(shù)控機床行業品牌
![]() 台灣原廠技術
台灣原廠技術 ![]() 廠家直銷
廠家直銷
服(fú)務熱線:
13515154398
努力打造中國(guó)數(shù)控機床行業品牌
![]() 台灣原廠技術
台灣原廠技術 ![]() 廠家直銷
廠家直銷
服(fú)務熱線:
13515154398

聯係人:陳總
手機: 13515154398
傳真: 0523-80931188
網址:http://www.3rgroup.com.cn
地址:泰州薑堰華港鎮龍溪(xī)工業園區
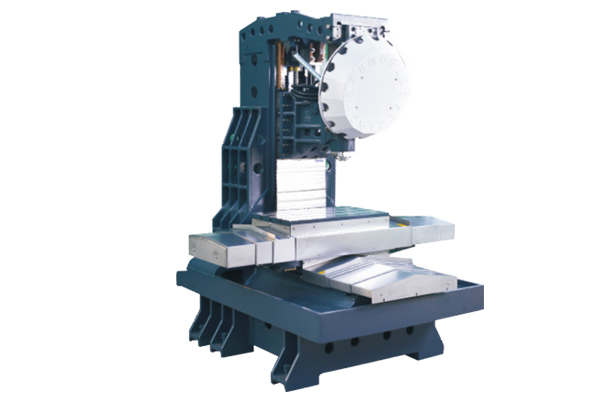
如果立式銑床保(bǎo)養時應該先把橫梁主軸工作台和(hé)升降台在移動前應(yīng)先鬆開緊固螺釘,把清除周圍雜物,定製加(jiā)工中心(xīn)銑床再擦淨導軌和塗油。5.在立式銑床(chuáng)快速或自(zì)動(dòng)進給(gěi)時應先調整(zhěng)好限程檔鐵。6.工作中必須經常檢查設備,各部的運轉和(hé)潤滑情況。如運轉或潤滑不良(liáng)時,應停止使用。7.工作台麵禁放工、卡量具和工(gōng)件。8.調整自動循環時開車前必須(xū)檢查(chá)機(jī)床自動循環(huán)的正確(què)性。加工中心銑床報(bào)價(jià)工作完成將立式銑(xǐ)床的各手柄置於非工作位置,工作台放(fàng)在中(zhōng)間位置,升降台落在下麵並(bìng)切斷電源10.嚴禁操作者超負荷使用立式銑床。

加(jiā)工中心刀(dāo)庫有很多種不同的形式,鬥笠式(shì)、刀臂式、同動式、、飛碟式等等很多不(bú)同的刀(dāo)庫。 普通立式加工中心使用的刀庫隻有鬥笠式和刀臂式。加工中心銑床報價刀臂(bì)式刀庫換刀(dāo)速度能比鬥笠式刀庫節約50%的時間,如果在(zài)批量加工生產時,使用刀臂式刀庫是更見適合(hé)的。而同動式刀庫和(hé)飛碟式刀庫是高速加工中心和鑽攻中心特有(yǒu)的刀庫,定製(zhì)加工中心銑床這寫高速機床的刀庫還有一個刀臂式刀庫, 而這兩種(zhǒng)刀庫的換刀速度(dù)都比刀臂式刀庫快很多,可達到一秒內完成換刀,可以節省加工輔助時間,但是(shì)效果並沒有鬥(dòu)笠(lì)式(shì)刀庫和刀臂式刀庫的對比(bǐ)明顯。

選擇(zé)適宜的刀具刀具壽命與切削用量密切關(guān)聯。在擬定切削用量(liàng)時,首要任務是合理選擇刀具,刀(dāo)具不同,切削用量不同,切削效率不同,切削質量也不同。不同的刀具其刀具壽命不同。定(dìng)製加工中心(xīn)銑床合理的刀具選擇,應(yīng)在滿足切削質量的(de)同時綜合考慮切削效率、刀(dāo)具壽命、刀具成本等因素,即,經(jīng)濟和高效是其選(xuǎn)擇原則。選擇合(hé)理(lǐ)的切削用量操作人員(yuán)要依據被加工對象的材質、硬度、切削狀況、加工質量要求(qiú)等擬定(dìng)加工工藝,確定加工路(lù)徑、進給量、切削深度等參數(shù),加工中心(xīn)銑(xǐ)床報價選擇適宜的切削速度。適宜(yí)的加工條(tiáo)件的(de)選定是在這些要素的基礎上選定的。有規則的、穩定的刀具磨損並達到壽命才是理想的條件。
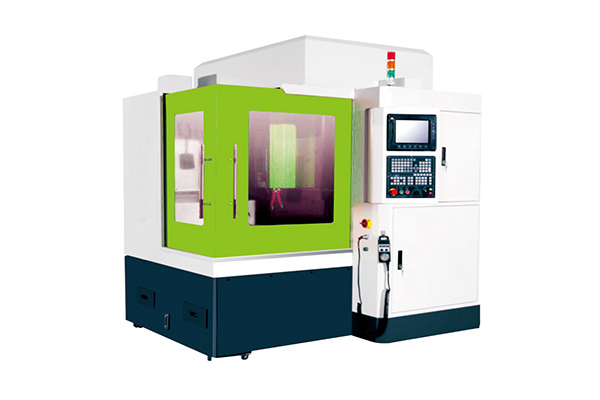
刀具半徑(jìng)補償量的變化一般在加工中心加工一段時間後出現。對連續的(de)程序段,當刀(dāo)具(jù)半(bàn)徑補償量變化時,某一程序段終點的矢量要用該程序段指(zhǐ)定的刀具(jù)補償量進行計算(suàn)。在進行數控程序的編製時,加工中心銑床報價(jià)一般羞羞视频网站把刀具的半徑(jìng)補償量在補償代碼中輸入為正值,如果把刀具半徑補償量設(shè)為負值時,在走刀軌跡方向不變(biàn)的情況下,則相當於把數控程序中的補償位置指令,G41和G42互換(huàn),定(dìng)製加工中心銑床有(yǒu)可能出現加工中心原本進(jìn)行工件外側的加工變為內側加工,出現意想不到的問題,所以半徑補償輸入時一定要(yào)注意著兩種補償方(fāng)向的設置。

數控車床在日常操作中的(de)維護(1)嚴格遵(zūn)守操作規程和日常(cháng)維護製度(2)應盡量少開數控櫃和強電櫃的門在山東數控車床加(jiā)工車間的空氣中一般都會有油霧、灰塵甚至金屬粉末,定製(zhì)加工中心銑床一旦它們落(luò)在數控係統內的電路板或電子器(qì)件上,容易引起元(yuán)器件間絕(jué)緣電阻下降,甚(shèn)至導(dǎo)致元器件及電路板損(sǔn)壞。(3)定時清(qīng)掃數(shù)控櫃的散熱通風係統(tǒng)應檢查數控櫃上的各個冷(lěng)卻風扇工作是否正常。每半年或每季度檢查(chá)一次風道過濾器是否有堵塞(sāi)現象,加工中心銑床報價若過濾網上灰塵積聚過多,不及(jí)時清理,會引(yǐn)起數控(kòng)櫃內溫度過高。(4)數(shù)控係統(tǒng)的輸入/輸出裝置(zhì)的定期(qī)維護(hù)。




