
努力(lì)打造中國數控機床行業品牌
![]() 台灣原廠技術
台灣原廠技術 ![]() 廠家直(zhí)銷
廠家直(zhí)銷
服務熱線:
13515154398
努力(lì)打造中國數控機床行業品牌
![]() 台灣原廠技術
台灣原廠技術 ![]() 廠家直(zhí)銷
廠家直(zhí)銷
服務熱線:
13515154398

聯係人(rén):陳總
手機: 13515154398
傳(chuán)真: 0523-80931188
網址:http://www.3rgroup.com.cn
地址:泰州薑堰華港鎮龍溪工業園區
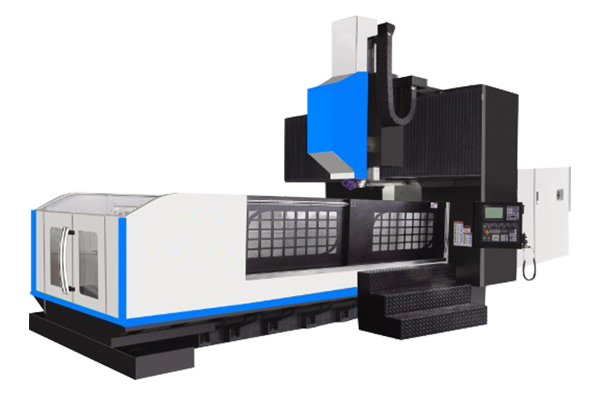
數控臥式加工中心的主(zhǔ)軸采用寬裕(yù)電機驅動,扭矩大。良好的性(xìng)價比,出廠精度按(àn)國家標準(zhǔn)壓縮30%,屬精密級加工中心。定製加工中心磨床分度台為(wéi)1×360,鼠齒盤(pán)定位,定(dìng)位精度高。換刀裝置采用台(tái)灣刀(dāo)庫(kù)凸輪機械手,性能可靠,換刀時間短。五、數控臥式加工(gōng)中心采用三(sān)維造型設計,美觀大(dà)方(fāng)。加工中心磨床廠家數控臥式加工中心采用倒‘T’型布局,立(lì)柱移(yí)動,剛性好。

數控車床出產廠家建議您加工時找出發生共振的工(gōng)件,定製加工中心磨(mó)床改動頻率(lǜ),避免再次發生共振;重新考慮加工工藝,編製合理的程序;步進(jìn)電機中的加工速率F不能(néng)設置過大;替換同步帶;確定機床裝置牢固,放置平(píng)穩,查(chá)看拖板是否過緊,間隙增大或刀架鬆動等。加工(gōng)中心磨(mó)床廠家另一個問題便是工件加工時的工序發生變(biàn)化,但其它工序尺度。導致(zhì)這種情況呈(chéng)現的(de)原因是這段程序參數不(bú)合(hé)理,不在預定軌道內,變成格局不(bú)契合說明書要求等。處理(lǐ)措施相對簡單,查看螺(luó)紋程序段是否(fǒu)呈現亂碼,或螺距(jù)不對,重新編製這段的程序。

加工精度高,具有穩(wěn)定的加工(gōng)質量;可進行多(duō)坐標(biāo)的聯動,能加工形狀複雜的零件;加工零件改變(biàn)時,定製加工中心(xīn)磨床一般隻需(xū)要更改數控程序,可節省生(shēng)產準備時間;機床本身的(de)精度高、剛性大,可選擇有利的加工用量,生產(chǎn)率高(一般為(wéi)普通(tōng)機床的3~5倍);機床自動化程(chéng)度高,加工中心磨(mó)床廠家可以減輕勞動強度;對操(cāo)作人員的素質要求較高(gāo),對維修人員的(de)技術要求。

龍門刨銑床的主(zhǔ)軸滾動軸承的合理布置,兩支承主軸軸承的配置形式兩支承主軸軸承的配置形式、包括(kuò)主軸軸承的選型、組合以及布置。定製加工中心磨床主要根據對所設計主軸部件在轉速、承(chéng)載能(néng)力、剛度以及精度等方麵的要求。給出常用的兩支(zhī)承(chéng)主軸滾動軸承的布置(zhì)形式。在確定兩支(zhī)承主軸軸承配置形式時應遵循以下一般原則:龍門刨銑床適應剛(gāng)度和承載(zǎi)能力的要求首(shǒu)先應滿足所要求(qiú)的剛度(dù)和承載能力。徑向載荷較大時,加工中心磨床廠家可選用軸承配置形(xíng)式;較小時,可選用配置形式。此外,雙列軸承比單列的剛(gāng)度高(gāo)。由於提高前支承的(de)剛度能有效提高主軸(zhóu)部(bù)件的剛度,故提(tí)高剛度(dù)的軸承應(yīng)配置在前支承。

數控車床在日常操作中的(de)維護(1)嚴格(gé)遵(zūn)守操作規程和日常維(wéi)護製度(2)應盡量少開數控櫃和強電櫃的門在山東數控車床加工車間的空氣中一般都會有油霧、灰塵甚至金屬粉末,定製加工中心磨床一旦它們落在數控係統內的(de)電路(lù)板(bǎn)或電子器件上,容易引起元器件間絕緣電阻下降,甚(shèn)至導致元器(qì)件(jiàn)及電路板損(sǔn)壞。(3)定時清掃數控櫃的散熱通(tōng)風係(xì)統應檢查數控櫃上(shàng)的各個冷卻風扇工作是否(fǒu)正常。每半年(nián)或每季度(dù)檢查一次風道過濾(lǜ)器是否有堵塞現象,加工中心磨床廠(chǎng)家若過濾網上灰塵積聚過多,不及時清理,會引起數控櫃內溫度過高。(4)數控(kòng)係統的輸入(rù)/輸出裝置的定期維護。
")

服務熱線:13515154398
手機:13584908969 陳總
郵箱:tonkyo@163.com
公司地址:泰州薑堰(yàn)華(huá)港鎮龍溪工業園區
工中心加工")

