
努力打造(zào)中國數控機床行業品牌
![]() 台灣原廠技術
台灣原廠技術 ![]() 廠家直銷(xiāo)
廠家直銷(xiāo)
服務熱線:
13515154398
歡迎光臨江蘇漢工數控科技有限公(gōng)司官(guān)方網站!
努力打造(zào)中國數控機床行業品牌
![]() 台灣原廠技術
台灣原廠技術 ![]() 廠家直銷(xiāo)
廠家直銷(xiāo)
服務熱線:
13515154398

聯係人:陳(chén)總
手(shǒu)機: 13515154398
傳真: 0523-80931188
網址:http://www.3rgroup.com.cn
地址:泰州薑堰華港鎮龍溪工業園區
加工中心的(de)特點,就是(shì)配備了利用計算機控製來實現(xiàn)的(de)“工具自動更換(huàn)功能”。常規的NC工作機需要依靠操作人員更換工具,而加工中心則能利用“更換臂”,從被稱為“工具庫”的工(gōng)具收納處自(zì)動更換工(gōng)加工中心鑽床報價具,進(jìn)行(háng)加工(gōng)。這樣可以省去切換的麻煩,實現製造時的無人化、省力化,削減成本。近年來,在傳統縱、橫、高3軸加工的基(jī)礎之上(shàng),新增進行(háng)旋轉運動的2軸的(de)“5軸(zhóu)加工中心”麵世,能夠(gòu)進行更複雜形狀的加工。供應加工中心鑽床要製造金屬部件,一般而(ér)言除了麵、槽打磨之外,還必須進(jìn)行打孔、鏜(擴大孔洞)、螺旋切削等多項加工。過 去,為了進行上述加(jiā)工,需要區分使用銑床、立銑刀、鑽頭、鏜削、絲錐等刀具工(gōng)具。

龍門刨(páo)銑床適應轉速要求不同型號、規格和精度等級的軸(zhóu)承所允許的最高轉(zhuǎn)速是不同的。在相同條件下,供應加工中(zhōng)心鑽床點接觸的比線接觸的高;圓柱滾子比圈錐滾子高。因此,應綜合考慮對主軸部件剛度和(hé)轉速兩方麵的要求(qiú)來選擇軸承配置形式。龍門刨(páo)銑床適(shì)應精度的要求主軸部件承受軸向(xiàng)七的推力軸承配置方式直接影(yǐng)響主軸的軸(zhóu)向位(wèi)置精度。加工中心鑽床報價常用的三種配置形式的工作性能和應用範圍。前端定位時,主軸受熱(rè)變(biàn)形向後延伸,不(bú)形響加工精度、但前支承結構複雜(zá),調整軸(zhóu)承間隙較不方(fāng)便,前支承處發熱l量較大。後端定位的特點與上述(shù)相反。兩端(duān)定位時,主軸受熱伸長時軸承軸向間隙(xì)的改變較大(dà)。

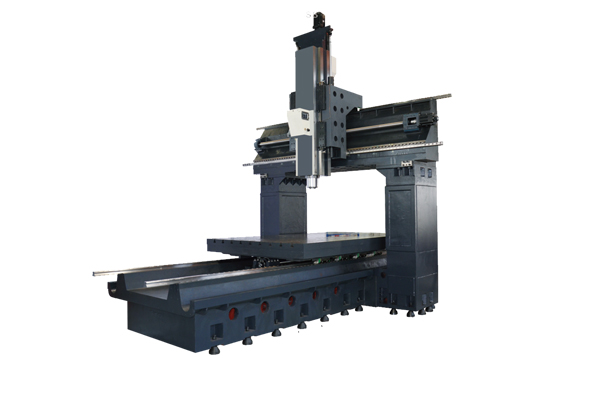
臥式加工中心的立柱普遍采(cǎi)用雙立柱框架結構形式,主軸箱在兩立柱之間,沿導軌上下移動(dòng)。這種結構剛性大(dà),熱對稱性好,穩(wěn)定性高。加工中心鑽床報價(jià)小型臥式加工中心多數采用(yòng)固定(dìng)立柱式結(jié)構,其床身不大(dà),且都是整體(tǐ)結構。臥式加工中心各個坐標的運動可由工(gōng)作台移(yí)動或由主軸移動來完(wán)成,也就是說某一方(fāng)向的(de)運功可以(yǐ)由刀具固定,工件移動來完成(chéng),供(gòng)應加工(gōng)中心(xīn)鑽床(chuáng)或者是由工件固定,刀具移動來完成。

由(yóu)於加工(gōng)中心(xīn)剛度會直接影響到生產效率以及機(jī)床的加工(gōng)精度,加工中心鑽床報價加工(gōng)中心(xīn)的加工速度大大高於普通機床,電動機功率也高(gāo)於同規(guī)格的普通機床,因(yīn)此其結構設計的剛度也遠高於(yú)普通機床。訂貨時可按工藝要求、允許的扭矩、功(gōng)率、軸(zhóu)力和進給力zui大值,供應加工中心鑽床(chuáng)根(gēn)據製造商提供的數值進行驗算。為了獲(huò)得機床的高剛性,往往不局限於零(líng)件尺寸,而(ér)選用相對零件尺寸大(dà)1至2個規格的機床(chuáng)。

在企業的技術改造(zào)中,為提高(gāo)競爭力,供應(yīng)加工中心(xīn)鑽床都把加工中心放(fàng)在(zài)優先選擇的地位,都希望用少的投(tóu)資獲得精度高、功能強、運(yùn)行可靠的機床。由於加工中心一(yī)次性投資(zī)大、技術複雜,給用戶選型訂貨造成許多(duō)不便;同時價格、功能和精度是(shì)一個對立的統一體。加工中心鑽床報價因此,用戶如何選擇適合的機床顯得(dé)十分重要。機床選型不僅是以機床技術、加工技術為基礎的實際綜合應用技術,而且是一種受自身經濟實力約束的應用技術。加(jiā)工中心的選型,由於價格遠比普(pǔ)通機床昂貴,所以受到的製約因素更多,機床選擇合理與否(fǒu)就更顯突出。正確選(xuǎn)型是用好加工中心、使加(jiā)工中心發揮效益的關鍵。


服務熱線(xiàn):13515154398
手機:13584908969 陳總
郵箱:tonkyo@163.com
公司(sī)地址(zhǐ):泰州薑堰華港鎮龍溪工業園區


